The self-adhesive material is a composite material composed of a surface material, a binder, a silicone oil coating, and a backing paper, as shown in FIG.
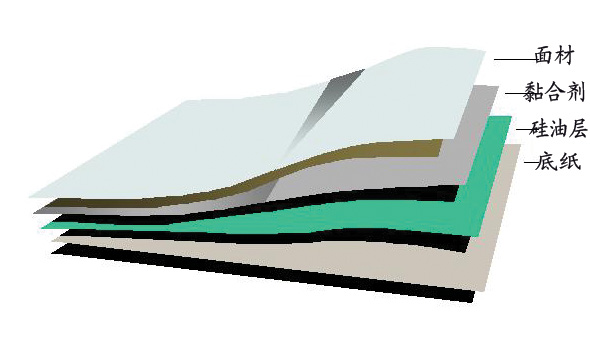
Figure 1 Structure of adhesive material
Die-cutting of self-adhesive materials is different from traditional printing materials, such as paper die-cutting, which cuts through the material as a whole; die-cutting of die-cut materials merely cuts through the face material and adhesive layer, retaining the backing paper and its The silicone oil coating on the surface will eventually leave the die-cut label on the backing paper, as shown in Figure 2.
Figure 2 Ideal die-cutting state
The die-cutting quality of self-adhesive materials is related to a variety of factors, such as die-cutting method, die-cutting device accuracy, precision of die-cutting plates, and matching conditions of die-cutting blades and materials. In addition, die-cutting quality is also related to self-adhesive materials. With regard to the characteristics, such as the performance of paper, adhesive, and backing paper, the die-cutting characteristics of various adhesive materials are also different.
The following will give a brief introduction to the impact of die-cut quality on the surface materials, adhesives, and backing paper of self-adhesive materials.
The effect of surface material on die-cutting
The factors affecting die-cut quality are the type, strength, and thickness of the face stock.
1. Kind of surface material
Surface materials can be basically divided into two major categories of paper and film.
The cutting principle of plain paper is slightly different from that of film materials. Although, in theory, the face material and the adhesive must be cut through during die cutting, the fact that the die cut paper material is the combined result of the cutting of the tool and the stress fracture of the paper, that is, the cutting of the blade while also cutting the paper Extrusion to both sides, so, relatively speaking, the paper-type material die-cutting accuracy is not very high. In the analysis of samples, it is often seen that some labels have burrs, which is due to the fact that the fibers of the material are coarse and naturally fractured.
Based on the die-cutting properties of paper-based materials, and taking into account the wear of the cutting edge, the angle of the flattening die-cutting blade is usually specified as 52°. If the angle is large, the extrusion deformation of the material is large, that is, the horizontal separation force is It will increase the fracture and separation of materials.
Die-cutting of thin film materials is simply the process of complete cut-through. Because film-type materials are mostly tough and do not break naturally, it is not appropriate to cut two-thirds of the material. It must be completely cut through or cut through four-fifths of the thickness, otherwise it will be peeled off together with the label when it is discharged.
Therefore, the edge of the die-cut film material must be sharp and the hardness must be high. A small-angle die cutter must be used. The angle of the blade is usually 30° to 42°. If a large-angle die cutter is used, not only the die cutting is difficult, but if the blade is not sharp, the surface material will not be cut, the bottom paper may be broken, or the edge of the finished label may be turned to cause bleeding. In short, the accuracy of die-cutting film is higher than that of paper-based materials, so the die-cutting film material has certain requirements for the accuracy of the equipment, the precision of the die-cutting plate, and the bottom paper.
2. Strength of face material
The strength of the face material is related to the thickness of the face material, the structure of the fiber (polymer) and its own humidity. In the die-cutting process of adhesive materials, the largest factor associated with the surface material is the speed of rejection. The greater the humidity of the environment, the weaker the strength of the material after it has been exposed to moisture, making it easier to pull off or even eliminate it.
When designing the layout, it is necessary to rationally arrange the waste size of the label and the speed of waste discharge according to the strength of the material. This will not only increase production efficiency, but also reduce material waste.
3. The thickness of the face material
The thickness of the material directly affects the depth of die-cutting. The thicker the material, the easier it is to die-cut. Because the thicker the material, the greater the tolerance for die cutting, the less likely it is to cut through the backing paper. Relatively speaking, the material is thin, and it is easy to cut through the bottom paper. For example, on the same flat-pressure label cutting machine, die cut 80g/m2 and 60g/m2 respectively, the same surface material of the bottom paper. The results showed that: 80g/m2 material die cutting waste normal, and replaced with 60g/m2 materials, die-cutting often appears waste fracture, bottom paper cut through and tag off phenomenon, need to stop, pad, waste Great. There are several reasons for this type of situation. If you use a round die cutting method or reduce the die area, use high-precision equipment, etc., this phenomenon can be reduced or avoided.
Therefore, when cutting thin surface materials, it must be carried out on high-precision equipment. Minimize the die-cut area (especially the small labels), use the die-cut version of the professional die-cut manufacturer, and pay attention to the accuracy of the offset plate.
The thickness of the face material is proportional to the strength and directly affects the speed of waste discharge. 80g/m2 and 60g/m2 of waste materials can be used for comparison test; the result is that the former has a 20% to 30% higher production efficiency than the latter.
(to be continued)
Enamel Kitchen Sinks,Enamel Sink,Bathroom Sink
Enamel Stock Pot Co., Ltd. , http://www.nskitchenwares.com