Analysis of Quality Problems in Steel Barrel Sealing Triangle Area (4)
Yang Wenliang
Seven, the impact of seam welding quality (three) - desoldering
For the above-mentioned problem of the weld bead problem, some manufacturers adopt the method of seam welding not to the head, and as a result, the weld defect of the weld is less than the head. Figure 15 shows a weld seam with a weld seam less than the head.
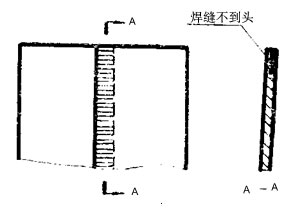
Figure 15 The weld is less than the head
The shape of the crimped section of the weld to the head is substantially similar to that shown in Figure 9-2, with double edges appearing at the curl of the barrel. As a result, leakage occurs and sometimes a direct leak occurs. In the actual operation of seam welding, when the barrel has not finished, the welding wheel is lifted. This is the case when the welding is interrupted. Therefore, it is not difficult to solve this problem, as long as you pay more attention to the operation, that is, try to break the welding wheel when the weld reaches the end of the barrel. Of course, this problem does not exist with a fully automatic welder.
Eight, the impact of seam welding quality (four) - weld cracking
In mass production, in the case of better raw materials, sometimes the edge cracking phenomenon occurs, and some cracks are along the weld direction. There is a crack in the vertical weld direction, and the results after crimping are similar to those in Figures 1 and 10-2. This quality problem is generally also affected by the quality of seam welding.
There are four reasons for weld brittle fracture:
(1) The energization time is too long, overheating, and the grain boundaries melt. The improvement measures are: adjusting the specification parameters;
(2) The electrode pressure is insufficient or the pressure is not added in time. The pressurization speed of the welder should be checked;
(3) The energization time is short, the cooling rate is too large, and there is quenching crack. Use the appropriate welding cycle form;
(4) The surface is poorly cleaned or splashed in a large amount. The surface cleaning of the barrel should be strengthened.
According to the survey, the cooling methods used by many domestic semi-automatic seam welders are externally cooled, some are internal and external, and some are internally cooled. For internal cooling, because the cooling water circulates inside the welding wheel, it is generally There will be no excessive cooling rate. The use of external cooling welding. It is easy to generate quenching cracks with excessive cooling rate. This is the main cause of weld cracking.
For quenching cracks. The external cooling method of the welding wheel should be eliminated. Strengthen the internal cooling water flow rate and flow rate to achieve cooling requirements and avoid weld quenching and cracking.
Nine, the impact of the quality of the seal - the iron tongue and squeezed
As shown in Fig. 15, the triangular tongue of the triangle is often found in the bead of the steel drum. In this case, in addition to the effect of the weld being too thick, the quality of the hemming also has a great influence on it. The groove size of the crimping roller is designed according to the thickness of the steel plate and the number and shape of the curling layer. Generally, it is calculated by a seven-layer circular crimping edge. Roller groove depth and groove width. It must be guaranteed to have a seven-layer thick bead. If the roller groove is too large, the bead will be loose, not compact, and the size of the bead will be too large, which will easily cause leakage of the entire bead. When the size of the groove is too small, the material of the seven-layer bead will not fit in the groove. Overflow, overflowing, there is a tongue.
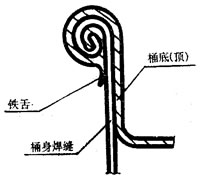
Figure 16 Steel barrel triangle area curling iron tongue
Because the triangular welds are generally thicker in material. It is 1.2-1.5 times the thickness of the raw material. If the rolling groove is slightly smaller than the bead of the triangular zone, the excessively excessive iron tongue phenomenon will occur in the bead of the triangular zone. The iron tongue phenomenon not only affects the aesthetics of the steel drum. The crimping is often squeezed out, and leakage quality problems occur, as shown in Fig. 16 for the crushing phenomenon.
In order to prevent the occurrence of the iron tongue, the size of the rolling groove of the beading roller should take into account the thickness of the curl of the normal material, and also consider the thickness of the bead of the triangle; it is necessary to make the curling of the triangle without the tongue and the crushing. It is necessary to make the curling outside the triangle area less loose and leaking. On the other hand, the solution to this problem is also to reduce the thickness of the weld.
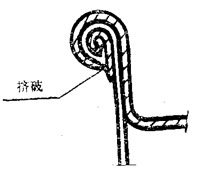
Figure 17 The steel barrel triangle area is crimped
X. Remedial measures for leakage in the curling triangle
There are still many situations affecting the quality of the steel triangle area, but the most common ones are the above nine types. Others have analyzed one by one in this article. For the steel drums that have generated triangular leakage, in order to reduce losses, improve The pass rate generally has the following solutions.
(1), use the roll to seal the roller again
Regardless of the number of causes of leakage, but since the leakage has occurred, most of the reason is that there is a gap (the crimping is not included in this column), so lower the lowest point of the curling roller, Or press the platen a little more. Or change the roller with a smaller roller groove, and then place the leaking steel drum on the roll packaging machine and re-roll it once to make the curling tighter. Experience has taught us that there are 50% leaking barrels under normal circumstances. Can achieve no leakage.
(two) using tin solder repair
In order to make the leaked steel drums into the ranks of qualified products, it is ideal to use tin brazing to trap the leaks, which is not only repaired, but also around the repaired joints.
(3) repairing with trap glue
In recent years, there have been many new types of trapping glue in China, which can be used for steel barrel repair, but it is prudent. Some trap glues are not resistant to high temperatures. In the far-infrared paint drying oven, the baking will melt and flow away, and some will not be corrosion-resistant. It may cause leakage when loading some chemical products.
(4) Gas welding trapping
Gas welding trapping is a more traditional method, and the trapping effect is better. After trapping, there is generally no leakage. However, due to the large heat affected zone, it is easy to cause large-scale deformation and compensation, which affects the appearance quality. Generally, it can only be sold at a reduced price.
(5) TIG welding trapping
At present, many companies have begun to use TIG welding to compensate for the leakage. The effect is very good. The steel drum after repair welding can be sold as genuine. The sealing quality and appearance quality are the same as the one-time qualified steel drum.
ZENGHUI PAPER PACKAGE is a good Paper Bags manufacturers and suppliers with good reputation, we have our own factory, we are able to provide our customers varieties of paper bags with good quality and reasonable price. such as Gift Paper Bag,paper shopping bag,kraft Paper Bag.etc.Welcome to wholesale products from us.
Paper Bag
Paper Bag,Paper Bags,Shopping Paper Bag,Food Bag
Zenghui Paper Package Industry and Trading Company , http://www.zhpaperpackage.com